
PERSONALIZACIÓN
Aplicaciones / tecnologías personalizadas para máquinas herramienta Benzinger.

Giro duro en un torno
El torneado en duro permite mecanizar materiales con una dureza de hasta 64 HRc. El torneado en duro requiere menos pasos de proceso y, por lo tanto, aumenta la productividad de su proceso de fabricación. Por ejemplo, el rectificado puede sustituirse por torneado duro en tornos Benzinger.
-
Sustitución del rectificado por torneado duro
-
Procesamiento en seco posible
-
Invierta significativamente menos que la molienda
-
Mayor flexibilidad gracias al filo de corte específico
La sustitución del rectificado por torneado en duro ya ha demostrado su eficacia en numerosas aplicaciones. Resulta ser particularmente beneficioso. El torneado en duro reduce los costos de inversión y operación porque ya no se requieren costosas rectificadoras. Los tiempos de producción son más cortos con torneado duro. Los componentes se terminan en una sola máquina en un proceso.
Los componentes torneados duros a menudo son más precisos que los rectificados, ya que no hay errores de forma debido a muelas abrasivas perfiladas incorrectamente. Con torneado duro, la precisión dimensional depende únicamente de los ejes NC del torno. Además, el torneado duro es más flexible. Se pueden mecanizar todos los contornos que no se pueden lograr mediante el rectificado de formas debido a los perfiles de las muelas abrasivas que no se pueden revestir. Además, el torneado duro generalmente se realiza en seco. Esto elimina la necesidad de limpiar y secar laboriosamente las piezas de trabajo terminadas. Con el torneado en duro, la calidad de la superficie también se puede optimizar con la ayuda de los parámetros tecnológicos de velocidad de corte y avance. Con el torneado en duro, también puede lograr superficies dimensionalmente precisas y lisas como un espejo de menos de 2 a 3 µm en contornos de piezas curvas y perfiladas.

Torneado en duro y mecanizado completo en un torno Benzinger GOFuture B6
Torneado en duro y mecanizado completo en un torno Benzinger GOFuture B6
Torneado duro en un torno GOFuture B6
Rectificado en un torno Benzinger
Rectificado en un torno
El rectificado es un proceso de mecanizado muy conocido para producir superficies y acabados superficiales especiales. El rectificado se puede integrar en el proceso de fabricación de un torno CNC Benzinger.
La combinación de torneado en duro y rectificado posterior también se está volviendo cada vez más importante, especialmente cuando las superficies deben tener un patrón de rectificado típico debido a su funcionalidad.

Mesa giratoria para maquinas herramienta
Una mesa giratoria, también llamada mesa giratoria, amplía la función de un torno CNC de alta precisión y representa un eje de movimiento adicional.
Las mesas giratorias para máquinas herramienta ahorran tiempo y aumentan la precisión del mecanizado.
Fabricación de geometrías de alta precisión.
Dado que siempre se puede mantener en contacto el mismo punto del filo de corte, se pueden lograr precisiones de forma de menos de 2 µm.
La herramienta sigue el contorno a través del eje B desde la mesa giratoria, de modo que siempre se utiliza el mismo punto de contacto del filo. Como resultado, se puede lograr una precisión dimensional muy alta con superficies esféricas.
Mesa giratoria en un torno

Redondez <0.0005mm

Giro del espejo
Mecanizado de metales no ferrosos con un diamante natural
Las superficies brillantes se crean mediante torneado de alto brillo. El torneado de alto brillo en lugar del esmerilado y pulido se puede integrar fácilmente en el proceso de fabricación de un torno CNC en Benzinger.
Mediante el uso de herramientas de diamante natural en conexión con la mesa giratoria para máquinas herramienta, se pueden fabricar cilindros y superficies planas, así como superficies esféricas en calidad pulida en tornos Benzinger.
Ejemplos seleccionados de piezas de trabajo, torneado de alto brillo en máquinas herramienta




Perforación de agujeros profundos en el torno
El proceso de fabricación de taladrado de agujeros profundos se utiliza para producir agujeros especialmente profundos. Mediante el uso de herramientas especiales de perforación de agujeros profundos, las llamadas brocas de un solo labio, se pueden producir agujeros profundos de alta precisión. La perforación de agujeros profundos y el suministro de refrigerante a alta presión asociado se pueden integrar en un torno CNC Benzinger.
Ventajas del taladrado profundo en tornos
-
Realización de los agujeros más pequeños y profundos directamente en el torno.
-
Presión del refrigerante hasta 200 bar.
-
servicio de suministro central en el centro de la torreta.
-
Se puede producir L/D > 30
Agujero profundo de la guía de perforación
-
Producción de perforación de agujeros profundos de alta precisión.
-
Se puede producir L/D > 30

Accionamiento central
El accionamiento central en un torno permite el mecanizado frontal y posterior simultáneos, lo que resulta en una alta productividad y precisión de funcionamiento.
El accionamiento central en un torno se usa cuando el recorrido en las áreas de la pieza a mecanizar solo se puede alcanzar en la misma sujeción y, por lo tanto, la pieza debe ser accesible desde ambos lados.
Tipos de máquinas: accionamiento central: GOFuture
Máxima precisión al tornear en un diseño compacto - en varias etapas de expansión.



Ejemplos de piezas de trabajo en el centro de accionamiento en tornos
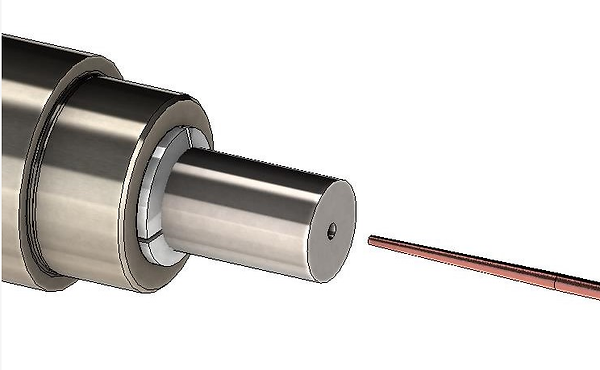
Rotar micromotores
Las superficies de contacto en ambos lados se pueden mecanizar en la misma configuración en el torno.
Como resultado, se logran precisiones de funcionamiento de <0,01 mm.
Instrumentos de escritura - fabricación en tornos
Los extremos de conexión de los instrumentos de escritura deben correr uno hacia el otro con un alto nivel de precisión.
Esto es posible con el husillo de accionamiento central en un torno porque ambos extremos se giran juntos en una sola configuración.
Como resultado, se pueden lograr precisiones de funcionamiento de < 0,01 mm con la máquina de estiramiento.
eje de engranaje
Con el husillo de accionamiento central en los tornos, ambos asientos de cojinetes se pueden mecanizar en un solo ajuste.
Como resultado, se logran altas precisiones de funcionamiento de < 0,01 mm en un torno.



Torneado y fresado en el procesamiento completo
Mecanizado completo de una pieza de trabajo en una sola operación al tornear y fresar, sin necesidad de volver a sujetar manualmente. Hasta el mecanizado completo simultáneo de piezas de trabajo complejas y de alta precisión en nuestros tornos y fresadoras CNC.

Conector
Mecanizado completo desde barra en el torno GOFuture B6 con husillo principal y contrahusillo, herramientas motorizadas, eje Y, 2 x eje C, dispositivo de descarga, dispositivo de medición para la corrección automática de la dimensión.

Enfoque del motor
Mecanizado completo Torneado y fresado desde barra en torno GOFuture B 6 con husillo principal y contrahusillo, herramientas motorizadas, eje Y, 2 ejes C, dispositivo de descarga, taladrado profundo a 120 bar.
Mecanizado en 5 ejes
En un centro de mecanizado de 5 ejes, se pueden mecanizar varios lados de una pieza de trabajo en una configuración. Centro de mecanizado de 5 EJES con husillo principal y contrahusillo para el mecanizado de piezas complejas y de alta precisión.
Posible con nuestras máquinas herramienta:
-
Take5 - Centro de mecanizado de 5 ejes
-
GOFuture-BX - Centro de mecanizado de 5 ejes



Cabeza de taladro dental
Mecanizado completo desde la barra en el centro de mecanizado de 5 ejes.
Máquina herramienta con husillo principal y contrahusillo, herramientas accionadas, 2 x eje Y, 2 x eje C, dispositivo de descarga, husillo de fresado HSK40, almacén de 52 pliegues.
Pieza de trabajo de demostración
Fabricado en un centro de mecanizado de 5 ejes.
Programación extremadamente simple con la ayuda de sistemas CAD/CAM y sus correspondientes postprocesadores.
Boquillas
Producción sin problemas de orificios de varias etapas con diferentes herramientas, acabados en el centro de mecanizado de 5 ejes.
Se requieren precisiones de repetición de unos pocos µm, precisión de posicionamiento de los agujeros < 0,01 mm.
Tallando en el torno
El tallado es un proceso flexible y altamente productivo para la fabricación de diferentes tipos de engranajes. Con el proceso de tallado, por ejemplo, se pueden producir engranajes exteriores y perfiles de la más alta calidad directamente en el torno.
Con los tornos Benzinger, es posible integrar el tallado directamente en el proceso de mecanizado y así implementar un mecanizado completo en un solo torno.
Tipos de engranajes: engranajes externos de engranajes rectos, cónicos y de corona
-
módulo < 2
-
Dientes rectos o helicoidales
-
Transferencia o procedimiento parcial posible
-
Cambio con eje Y opcional
-
Se puede lograr hasta calidad de equipo 5
-
Excelente marcha del dentado
a la construcción adyacente, ya que
se fabrica en una sola sujeción desde la barra
Tallado directamente en la máquina
-
Módulo de engranajes integrado en Take5 - Centro de mecanizado de 5 ejes
-
El engranaje se puede producir en el husillo principal y en el contrahusillo.
-
Piezas dentadas listas para instalar listas para usar.
Engranajes rectos tallados
Los engranajes más pequeños se pueden fabricar a partir de la barra lista para su instalación mediante torneado y tallado.



Brochado en un torno
El ranurado se realiza utilizando un filo de corte definido geométricamente de un solo filo, la herramienta de ranurado, para producir diferentes superficies.
El proceso de fabricación, el ranurado, se puede integrar fácilmente en nuestros tornos CNC Benzinger.


Empujar los dientes internos
-
Modelado de hasta tres perfiles diferentes en un mismo entorno.
-
Piezas de engranaje listas para instalar desde la barra en un torno.
Dispositivo de choque
Torno cnc precisión GOFuture-B2 incorporado con la solución de automatización de carga integrada .
Hilo girando en un torno
Durante el torbellino de roscas, el anillo de torbellino de roscas gira alrededor de la pieza cilíndrica. Como resultado, la rosca se mecaniza en una sola pasada.
En la empresa Benzinger, el roscado por torbellino se integra directamente en el torno mediante una unidad de roscado por torbellino.
Mecanizar la rosca girando directamente en el torno en una sola pasada reduce los tiempos de ciclo y aumenta la productividad.
Ventajas del torbellino de hilos:
-
Mecanizado de roscas de alta calidad sin riesgo de flexión y vibración de la herramienta
-
Buen control de virutas
-
No se requiere procesamiento posterior
Lente
Rosca interna múltiple.
Fabricado por torbellino interno en la misma sujeción que los ajustes ajustados y monturas de lentes.
Mecanizado completamente en torno.
Lente
Rosca externa múltiple.
Producción por torbellino externo en la misma sujeción que los accesorios y monturas de lentes.
Mecanizado íntegramente en torno CNC
Tornillo de implante
Mecanizado completo desde la barra, incluido el torneado exterior en un torno Benzinger.



Hilo girando en un torno
El bruñido se utiliza en áreas donde se requiere una alta precisión dimensional y de forma. El bruñido suele ser uno de los pasos finales en la fabricación de piezas de máquinas. Al integrar el bruñido en nuestros tornos CNC, reduce el número de pasos de trabajo y, por lo tanto, aumenta la productividad. El módulo de bruñido está integrado directamente en el área de trabajo del torno.
Ventajas del bruñido en el torno
-
Las tolerancias de forma y posición en el rango de submicrómetros se pueden producir en un torno con calidad de bruñido
-
Sensores de fuerza y par integrados para monitorear el proceso de bruñido
-
Capacidad de proceso óptima
-
Reducción de los pasos de trabajo y los tiempos de producción
-
Evitar errores de conversión
-
Industria 4.0: compatible a través de la interfaz de la máquina.
Propiedades de pulido
-
Tolerancias de forma y posición reproducibles con bruñido integrado en el torno:
-
Redondez: ≤0,5 μm
-
Cilindricidad: ≤ 1μm
-
Rectitud: ≤ 0,1 μm
-
Precisión dimensional: ±0,5 μm
-
Rugosidad (Rz): ≤ 0,5 μm
-
Rango de diámetros: 1 – 5 mm (en pasos de μm), diámetros mayores bajo pedido
Biselado en un torno
El biselado como alternativa flexible al ranurado y el brochado
El desbaste como proceso de fabricación se utiliza para la fabricación extremadamente productiva de engranajes internos y externos.
Ejemplos de producción para el biselado:
-
dientes internos
-
ranura
-
Engranaje recto con dientes rectos
-
Engranaje helicoidal

