
Soluciones de automatización para tornos Benzinger
Como fabricante de tornos CNC , también le ofrecemos una amplia gama de soluciones de automatización. Reducción efectiva de costos a través de sistemas de automatización económicos y productivos. A continuación encontrará una descripción general de nuestros procesos de producción automatizados y adaptados individualmente.
En general, todas nuestras máquinas-herramienta se pueden automatizar.

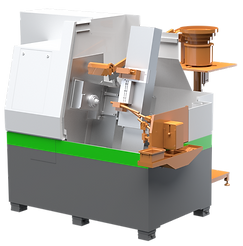
· Extracción de piezas a través del brazo de descarga desde
el contrahusillo.
· Almacenamiento de piezas directamente en una caja.
*Se muestra como ejemplo en un torno GOFuture B3.
Compatible con otras variantes de máquina.

· Extracción de piezas a través del brazo de descarga del
husillo principal .
· Depósito de piezas directamente sobre una cinta
transportadora.
*Se muestra como ejemplo en un torno GOFuture B2.
Compatible con otras variantes de máquina.

· Alimentación de piezas a través de una lanzadera de carga
· Extracción de piezas a través del brazo de descarga desde
el contrahusillo.
· Depósito de piezas directamente sobre una cinta
transportadora.
*Se muestra como ejemplo en un torno GOFuture B3.
Compatible con otras variantes de máquina.

· Alimentación de material a través de un alimentador de
barras.
· Extracción de piezas a través del brazo de descarga desde
el contrahusillo.
· Depósito de piezas directamente sobre una cinta
transportadora.
*Se muestra como ejemplo en un torno GOFuture B3.
Compatible con otras variantes de máquina.

· Alimentación de piezas desde un búnker transportador a
través de un riel de alimentación.
· Extracción de piezas a través del brazo de descarga desde
el contrahusillo.
· Almacenamiento de piezas directamente en una caja.
*Se muestra como ejemplo en un torno GOFuture B6.
Compatible con otras variantes de máquina.
· Alimentación de piezas desde un recipiente vibratorio a
través de un riel de alimentación.
· Carga de piezas a través del sistema de carga integrado.
· Descarga de piezas a través del sistema de carga integrado
· Almacenamiento de piezas directamente en una caja
*Se muestra como ejemplo en un torno DOLittle B1.
Compatible con otras variantes de máquina.

· Alimentación de piezas desde un robot a través de una
lanzadera de carga.
· Carga de piezas a través del sistema de carga integrado
· Descarga parcial a través del sistema de carga integrado
· Retirada de piezas a través de una lanzadera de descarga
de vuelta al robot.
*Se muestra como ejemplo en un torno GOFuture B1.
Compatible con otras variantes de máquina.

· Carga de piezas a través del sistema de carga integrado
· Descarga parcial a través del sistema de carga integrado
*Se muestra como ejemplo en un torno GOFuture B1.
Compatible con otras variantes de máquina.

· Carga de piezas a través de un robot directamente en el
husillo.
· Descarga parcial a través del robot.
*Se muestra como ejemplo en un torno GOFuture BX.
Compatible con otras variantes de máquina.

· Carga de piezas a través de un robot directamente en el
husillo.
· Descarga parcial a través del robot.
*Se muestra como ejemplo en un torno DOLittle B3.
Compatible con otras variantes de máquina.

· Carga de piezas a través de un portal directamente en el
husillo.
· Descarga parcial a través del portal directamente en el
palet.
*Se muestra como ejemplo en un torno GOFuture B6.
Compatible con otras variantes de máquina.

· Encadenamiento de plantas.
· Alimentación de material a través de un alimentador de
barras.
· Extracción de piezas a través del brazo de descarga desde
el contrahusillo.
· Depósito de piezas directamente sobre una cinta
transportadora.
Automatización orientada a procesos en tornos y fresadoras: ejemplos de aplicación
Para que las empresas de fabricación puedan producir pequeñas piezas torneadas de precisión en grandes series de forma económica y fiable, Benzinger desarrolla e implementa soluciones de automatización modulares para sus tornos y fresadoras que se adaptan específicamente a las piezas de trabajo y los procesos de mecanizado.
Las empresas de fabricación producen componentes pequeños en series medianas y grandes, preferiblemente en tornos de uno o dos husillos. En comparación con las máquinas transfer rotativas, estos tornos requieren inversiones significativamente menores. Se pueden usar de manera mucho más fácil y flexible para una amplia gama de dimensiones y geometrías de componentes. También requieren menos espacio en el piso. En particular, los tornos Benzinger cumplen con los estrictos requisitos de precisión y calidad superficial cuando se fabrican componentes pequeños. Esto se aplica, por ejemplo, a agujas de toberas y válvulas para la industria automotriz y tecnología médica, casquillos de cojinetes, árboles y ruedas dentadas para micromecánica y mecatrónica para su uso en sensores y actuadores miniaturizados. Estos componentes se requieren en serie desde unas pocas decenas hasta más de cien mil, pero no millones, de piezas de trabajo por año. Suele haber numerosas variantes en longitudes y diámetros. Esto requiere instalaciones de producción flexibles que se puedan convertir rápida y fácilmente. Las máquinas de torneado y fresado de Benzinger cumplen estos criterios.
Grandes series requieren producción no tripulada
Para que las empresas de fabricación puedan producir los componentes pequeños en grandes series con costos unitarios bajos y tiempos de ciclo cortos, las máquinas deben trabajar sin un operador. Por ello, Benzinger equipa sus tornos con sistemas de carga y descarga totalmente automatizados y, como opción, con dispositivos de medición y seguimiento de los programas NC (Control Adaptativo). La alimentación con un cargador de barras está probada y no presenta problemas. Sin embargo, las piezas de trabajo que ya han sido separadas, cortadas a medida y premecanizadas requieren soluciones de automatización significativamente más complejas. Benzinger utiliza, entre otras cosas, cintas transportadoras, mangueras de presión, canales, conexiones, pinzas para recoger y colocar y robots para llevar estos componentes al proceso de mecanizado de manera ordenada. Dependiendo de los requisitos, estos dispositivos de alimentación se combinan con medición,
Para la industria del automóvil, por ejemplo, las agujas de tobera premecanizadas deben girarse cónicamente y fresarse en una posición definida geométricamente en la circunferencia. Esto se hace en un torno DoLittle de doble husillo.. Las agujas de las válvulas tienen unos 12 mm de largo y casi 2 mm de diámetro. Ya se ha producido una geometría parcial en un extremo. El procesamiento posterior depende de esto. Las agujas de boquilla desordenadas se separan primero en un transportador vibratorio y con un enlace de conexión y se alimentan a través de una manguera. Así es como llegan a una estación de medición y volteo. Este se encuentra junto al husillo principal del centro de torneado de precisión dentro de la carcasa habitual de la máquina. En un canal, los pasadores de medición en los componentes reconocen la geometría que ya se ha mecanizado. Dependiendo de esto, las agujas de las toberas ahora se giran 90° en la estación de giro. De esta manera se meten en un tubo, en el que siempre se alimentan con el extremo a mecanizar primero en el canal del paso del husillo del torno y en la pinza de precisión neumática. Después del procesamiento, una bandeja de goteo recoge las agujas de las válvulas. Un canal los guía fuera del área de trabajo del torno hacia los contenedores.
Las ventajas de esta automatización, diseñada e implementada por Benzinger, son la estructura compacta y modular, así como la integración de la detección de posición y orientación de los componentes. Los módulos de automatización, por ejemplo, la estación de medición y giro, se pueden actualizar de forma flexible. Por lo tanto, se pueden configurar para un gran número de variantes de las agujas de boquilla. Los componentes individuales, como la manguera de alimentación, se pueden reemplazar de forma modular y están equipados con una interfaz de abrazadera estandarizada para este propósito. Las puertas para orientar piezas de trabajo o estaciones completas de medición, posicionamiento y giro también pueden equiparse con la interfaz de sujeción estandarizada. Para ello, Benzinger utiliza la guía de cola de milano con tornillo de sujeción, que ya ha demostrado su eficacia en la sujeción de bloques de herramientas.
Automatización adaptable en varios tornos
El concepto modular y las interfaces de sujeción estandarizadas demuestran ser particularmente ventajosas cuando se trabaja en varios tornos. La automatización se puede transferir fácilmente de un torno a otro. Las empresas de fabricación pueden así reducir las inversiones en automatización y seguir trabajando de forma extremadamente flexible. Si un lote de producción debe procesarse en un centro de torneado alternativo por varias razones, los programadores y operadores de máquinas pueden cambiar fácilmente la automatización de un torno a otro.
Flujo de material adaptado a los procesos de mecanizado
Benzinger ha implementado una automatización particularmente sofisticada para el acabado de remaches de precisión para la industria aeroespacial. Los componentes, que tienen una longitud de aproximadamente 50 mm y un diámetro de 8 mm y se alimentan individualmente, deben procesarse de manera orientada a la posición con referencia a una ranura realizada previamente en su circunferencia. Además, hay que sujetarlos por la cabeza para poder trabajarlos por el otro extremo. Esto es posible con la automatización instalada por Benzinger con detección óptica mediante sensores de imagen. De acuerdo con el análisis de imágenes, los remaches se giran alrededor de su eje longitudinal en un ajuste y, si es necesario, se giran en la dirección de alimentación. Luego llegan a la pinza del husillo principal del torno a través de una tolva.
Con la automatización diseñada individualmente adaptada a las piezas de trabajo, Benzinger también implementa la integración en el flujo de material adicional en la planta de producción. Los espacios en blanco pueden retirarse de palets individuales, insertarse y procesarse y luego colocarse en portapiezas o palets específicos. Con la automatización integrada en los tornos, los tiempos de ciclo de los diferentes pasos de procesamiento también se pueden desacoplar. Dependiendo de los procesos de fabricación requeridos, los centros de torneado de dos husillos con mecanizado simultáneo en la parte delantera y trasera o máquinas herramienta de un solo husillo con mecanizado en la parte trasera en el contrahusillo son especialmente adecuados. Como opción, Benzinger implementa estaciones de medición en el área de trabajo, para verificar pasos de proceso individuales o para corregir el procesamiento posterior a través de correcciones de punto cero en el programa NC. Las empresas de fabricación se benefician del más alto nivel de fiabilidad y precisión. Dependiendo de los requisitos individuales de los procesos de mecanizado, los componentes pueden almacenarse temporalmente. Esto da como resultado un flujo continuo de materiales, lo que minimiza los tiempos de producción totales en la producción.
Inversión preparada para el futuro a través de módulos de uso flexible
Las soluciones de automatización que implementa Benzinger adaptadas individualmente a los requisitos de las piezas de trabajo, los procesos de mecanizado y el entorno de producción han demostrado ser particularmente ventajosas. Debido a su estructura modular y las interfaces de sujeción estandarizadas, los usuarios pueden utilizar la automatización de forma flexible. Con inversiones económicamente justificables, estas soluciones de automatización también son adecuadas para futuros pedidos de producción con una gama variable de componentes. Están totalmente integrados en el concepto de control de los centros de torneado CNC. Es por eso que las secuencias de automatización complejas se pueden programar muy fácilmente y sin ningún problema. Los usuarios también reciben la seguridad de inversión requerida del fabricante de la máquina como único contacto.